Lokale Kennwerte direkt an Naht und WEZ
Rᶦₚ₀,₂, Rᶦₘ und lokale Spannungs-Dehnungs-Daten werden dort ermittelt, wo die Schweißverbindung tatsächlich kritisch ist: in Naht, Wärmeeinflusszone und Übergang.
Anwendung
Schweißnahtprüfung
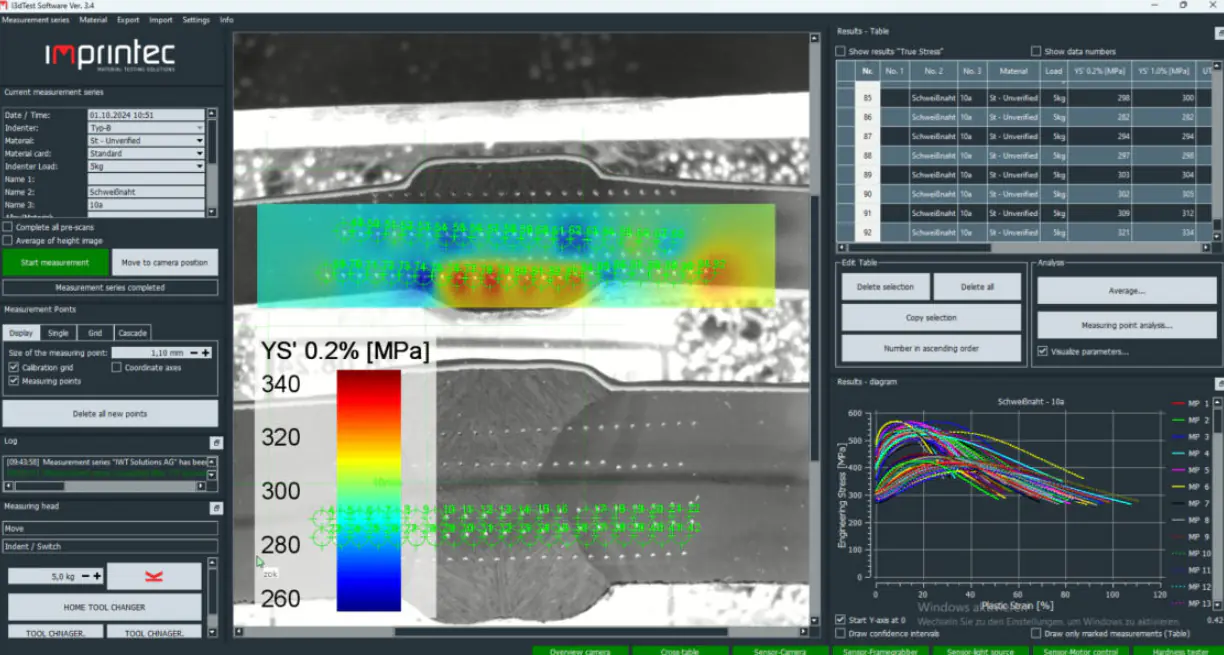
i3D® für Schweißnahtprüfung direkt in Naht, Wärmeeinflusszone und Übergang: lokale Streckgrenze Rᶦₚ₀,₂, Zugfestigkeit Rᶦₘ und Spannungs-Dehnungskurven ohne Zugprobe.
Rᶦₚ₀,₂, Rᶦₘ und lokale Spannungs-Dehnungs-Daten werden dort ermittelt, wo die Schweißverbindung tatsächlich kritisch ist: in Naht, Wärmeeinflusszone und Übergang.
Schweißlagen, Wärmeeintrag, Zusatzwerkstoff, Parameterfenster und lokale Gefügeübergänge lassen sich gezielter vergleichen als über einen rein globalen Mittelwertpfad.
Wenn die reale Frage an der Schweißzone sitzt, wird der Aufwand für Probenüberführung, Präparation und idealisierte Ersatzgeometrien deutlich kleiner.
Schweißnahtbewertung in Entwicklung, Werkstoffprüfung, Qualitätsabsicherung und Bauteilanalyse wird genauer, wenn lokales Materialverhalten technisch entscheidend ist.
Das i3D®-Verfahren basiert auf der kraftgesteuerten Eindrückung eines Diamantkörpers in das zu prüfende Material. Dabei entsteht ein kleiner, präziser Eindruck mit minimaler Einflusszone und klar lokaler Aussage.
Im Unterschied zur klassischen Härteprüfung wird der Eindruck vollständig dreidimensional vermessen und mittels inverser Finite-Elemente-Analyse ausgewertet. Daraus lassen sich ortsaufgelöste Spannungs-Dehnungs-Kurven und lokale Werkstoffkennwerte ableiten.
Zentrale mechanische Kennwerte wie Streckgrenze Rᶦₚ₀,₂ und Zugfestigkeit Rᶦₘ können direkt am realen Bauteil ermittelt werden, schnell, zerstörungsarm und lokal differenziert.
Der Zugang zu plastischen Werkstoffkennwerten ist damit nicht auf normgerechte Zugproben beschränkt, sondern kann direkt auf der Schweißnaht, in der Wärmeeinflusszone oder an kritischen Strukturdetails erfolgen.
Damit wird ein echtes Screening von Schweißverbindungen möglich, mit quantifizierbarer Bewertung von Festigkeit, Streckgrenze und Materialzustand im Schweißbereich.
Gerade bei Übergängen, HAZ-Breiten, Schweißlagen oder prozessbedingten Inhomogenitäten ist die lokale Differenzierung oft aussagekräftiger als eine globale Probe fern der eigentlichen Zone.
Typische Anwendungsfelder sind tragende Stahlbaukonstruktionen, Brückenbauteile, crashrelevante Fahrzeugstrukturen, Luft- und Raumfahrtbauteile sowie sicherheitskritische Schweißverbindungen im Defence- und Marine-Umfeld.
Überall dort, wo Versagen lokal beginnt und Schweißnaht oder Wärmeeinflusszone die Bauteilleistung bestimmen, liefert die lokale Werkstoffprüfung den technisch relevanteren Blick auf die Verbindung.
Die i3D®-Prüfung liefert hochaufgelöste mechanische Kennwerte direkt am Bauteil und näher an der tatsächlichen Schweißzone als ein klassischer globaler Prüfpfad.
In Kombination mit 3D-Oberflächenmessung und FEM-gestützter Auswertung entsteht ein leistungsfähiges Werkzeug für die moderne Bewertung von Schweißnähten, insbesondere dann, wenn Kartierung, lokale Gradienten oder schnelle Vergleichbarkeit gefragt sind.
Ansprechpartner
Wenn Schweißparameter, Wärmeeinflusszone, Bauteilgeometrie oder Freigabeanforderung die Bewertung bestimmen, lohnt sich eine direkt auf die reale Verbindung abgestimmte Messstrategie.

