Viele Proben in kurzer Zeit
Mehrere Proben und viele Messpunkte lassen sich automatisiert in einem kompakten Zeitfenster charakterisieren, statt jede Variante einzeln über vollständige Prüfketten zu führen.
Anwendung
Multisample Screening
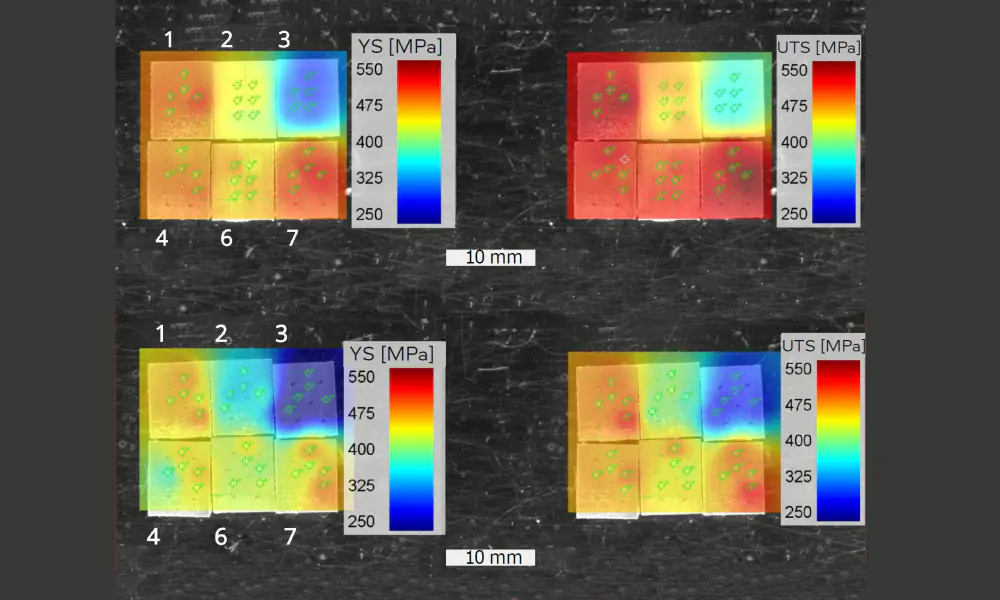
Multisample Screening mit i3D®: viele Messpunkte, schneller Variantenvergleich, lokale Kennwerte und Heatmaps für F&E, Legierungsentwicklung, additive Fertigung und QS.
Mehrere Proben und viele Messpunkte lassen sich automatisiert in einem kompakten Zeitfenster charakterisieren, statt jede Variante einzeln über vollständige Prüfketten zu führen.
Streckgrenze Rᶦₚ₀,₂ und Zugfestigkeit Rᶦₘ werden als lokale Verteilung über viele Proben sichtbar und erlauben ein belastbares Ranking von Zuständen und Chargen.
LPBF-, Wärmebehandlungs- und Legierungsvarianten lassen sich deutlich früher vergleichen, bevor nur die besten Kandidaten in tiefere Validierung gehen.
Multisample Screening reduziert Präparations- und Prüfaufwand pro Variante und beschleunigt Entscheidungen in Werkstoffentwicklung, F&E und QS.
Multisample Screening bringt viele Proben in eine automatisierte Messkampagne und macht mechanische Unterschiede schnell sichtbar.
Entscheidend ist nicht der Einzelwert, sondern der saubere Vergleich vieler Zustände innerhalb eines einzigen Screening-Laufs.
An 12 LPBF-Proben aus Scalmalloy® wurden 62 plastische Spannungs-Dehnungs-Kurven innerhalb von rund einer Stunde automatisch charakterisiert.
Gerade in der additiven Fertigung ist das relevant, weil Prozessfenster, Gefüge, Porosität, Anbindefehler und Wärmebehandlung eng mit den späteren mechanischen Eigenschaften gekoppelt sind.
Komplexe Prozessketten wie additive Fertigung brauchen schnelle und reproduzierbare Prüfmethoden, um viele Zustände frühzeitig technisch einzugrenzen.
Multisample Screening ersetzt nicht jede tiefe Validierung, verschiebt aber die Einordnung deutlich nach vorn: Erst ranken und verstehen, dann nur die relevanten Kandidaten klassisch vertiefen.
Für Werkstoffprüfung und Entwicklung ist diese Anwendung besonders dann sinnvoll, wenn lokale Kennwerte, Heatmaps und reproduzierbare Messfolgen für Werkstoffranking, Prozessentwicklung oder QS benötigt werden.
So wird aus vielen Zuständen eine technisch lesbare Variantenmatrix statt eines unübersichtlichen Satzes einzelner Prüfberichte.
Ansprechpartner
Bei vielen Proben, Zuständen oder Parameterfenstern lohnt sich ein sauber geplanter Screening-Aufbau mit klarer Punktdichte, Taktung und Vergleichslogik.

