

Messe
Formnext 2023
November 7, 2023 | Messe

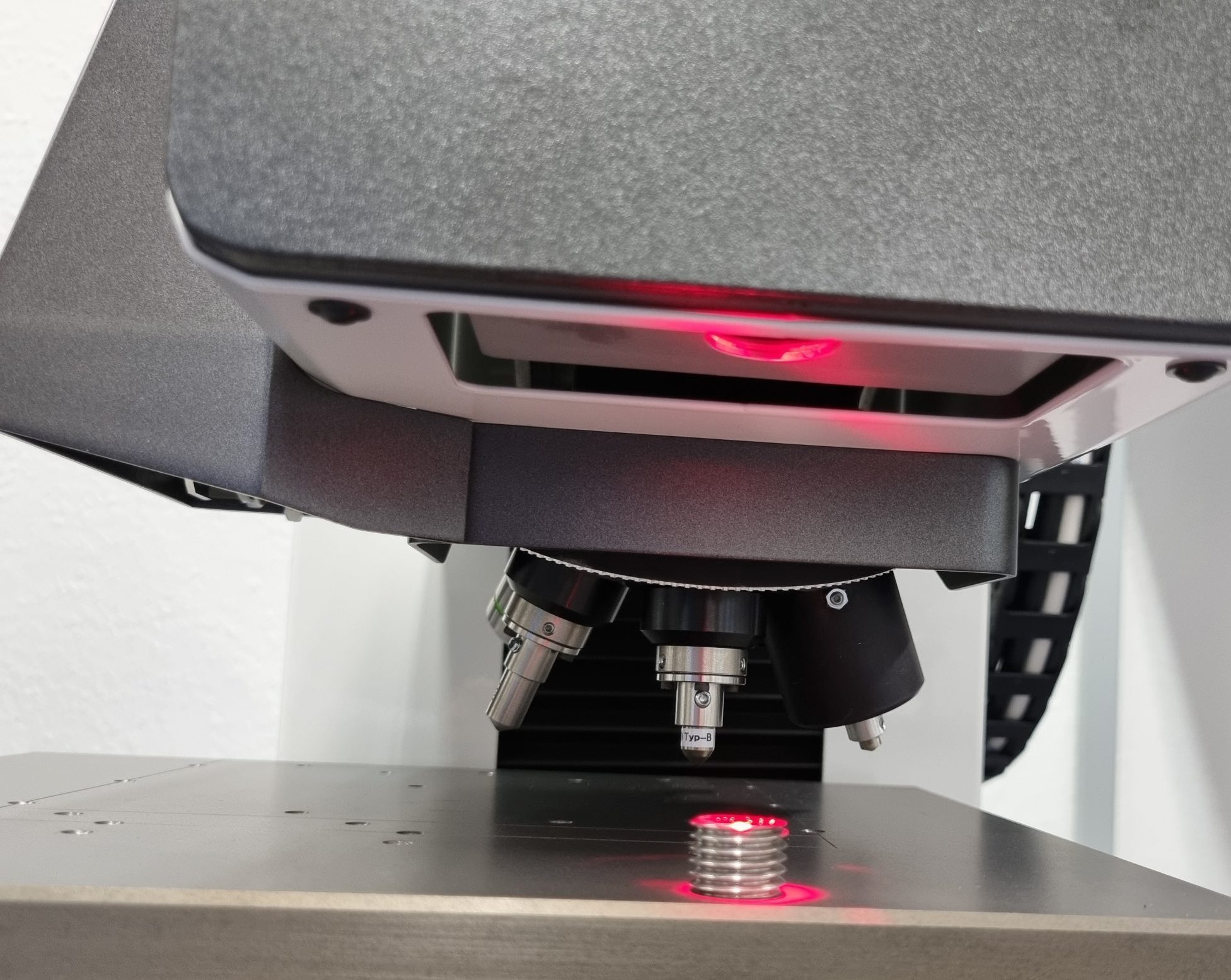
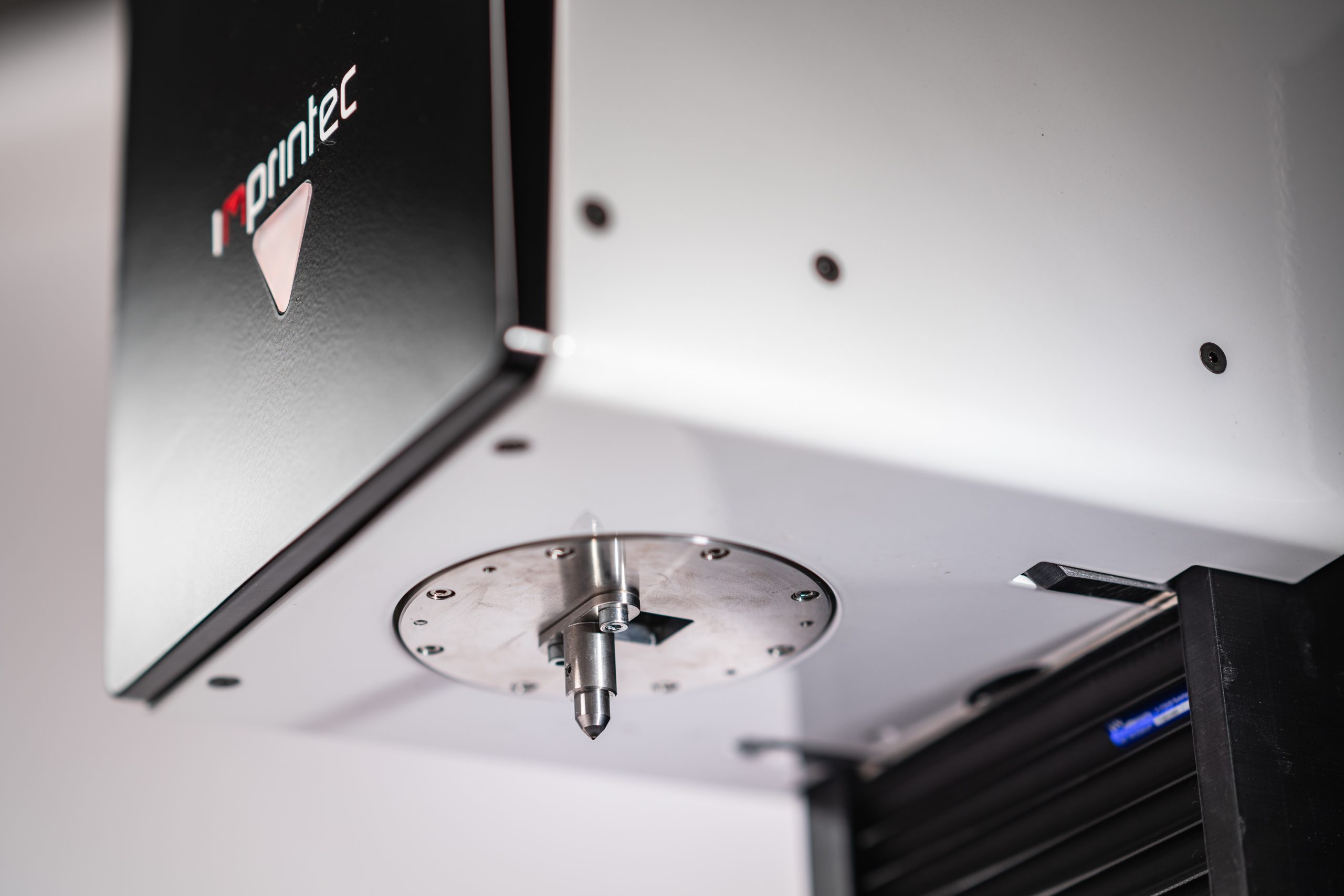
Schnelle und präzise Ermittlung von mechanischen Kennwerten, Härtewerten und optionaler 3D-Messtechnik.
Detaillierte Werkstoffprüfungen im Lohn, Analyse von Schadensfällen, umfangreiche Werkstoffqualifizierungen und weitere Dienstleistungen führen wir gerne für Sie durch.


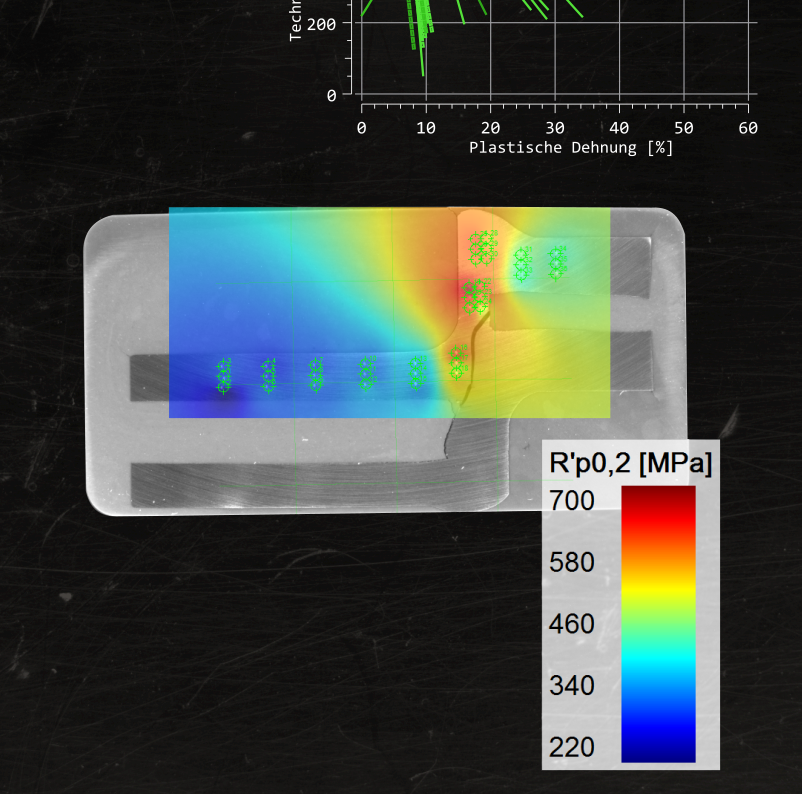





Unsere i3D Software nutzt modernste Berechnungsverfahren für einen optimalen Kundennutzen in der Produktion und in der Forschung und Entwicklung.